
When a tiny brake seal turned a six million dollar haul truck into ashes in 45 seconds mining must rethink tyre fires and fleet safety


, , , , , , , ,
, ,
,
A failed park brake piston seal was all it took to reduce a Whitehaven EH5000 dump truck to ashes – and the lesson, as Greg Fenton told the Mechanical Engineering Safety Seminar (MESS 2025), is one that should alarm every mining professional running large electric-drive fleets.
The day the truck went up
On 26 January 2025 – Australia Day – Whitehaven’s Maules Creek mine had its own kind of “barbie.” But this one wasn’t a backyard celebration.
“By the evening we had a rapidly escalating fire on an EH5000 dump truck,” recalled Greg Fenton, statutory engineer – mechanical at Whitehaven. “Within 45 seconds of ignition, a tyre had caught fire, and by early morning the machine was a total loss.”
The truck had been operating normally, with no alarms, no reported defects, and a park brake applied as per procedure. Yet a blaze broke out at the rear axle, spread into the tyres, and eventually consumed the entire machine. Twenty-four water carts – the equivalent of an Olympic swimming pool – were directed at the fire. In the end, Whitehaven made the call to abandon suppression efforts rather than risk lives to exploding tyres.
“It was devastating to watch a $6 million asset go up,” Greg said. “But the bigger concern was understanding why it happened – and making sure it doesn’t happen again.”

An investigation without easy answers
At first, the cause seemed obvious. “As a mechanical engineer, I assumed it was electrical. These trucks run electric drives – so you immediately think that’s where the fault is,” Greg told the audience.
But the reality was more complex. Using a structured “I CARE” investigation method, Whitehaven gathered data, reviewed video footage, and brought in an independent forensic fire investigator to remove bias and satisfy insurance requirements.
The fire triangle – fuel, ventilation, and heat – became the guiding framework. The ventilation source was quickly established: the forced cooling system on the axle box, pushing 180 cubic metres of air per minute through the electric motors and out via the bell housing.
Fuel was harder to pin down. At first glance, nothing should have been available in sufficient quantity to drive such a fire. But careful examination revealed telltale signs: oil pooling inside the rim of the rear tyre (known as POS4), with enough capacity for up to 16 litres to collect and coat the sidewall. Just nine litres is sufficient to ignite a tyre’s casing.
“Once we realised oil had pooled inside the rim, the pieces started to fall into place,” Greg said.

Hunting the heat source
If oil was the fuel, the next challenge was finding the ignition. Investigators explored potential heat sources: bearings in the electric motor, the stator and rotor, or even service brake components. Fault codes suggested recurring electric motor issues, but data downloads showed no overheating.
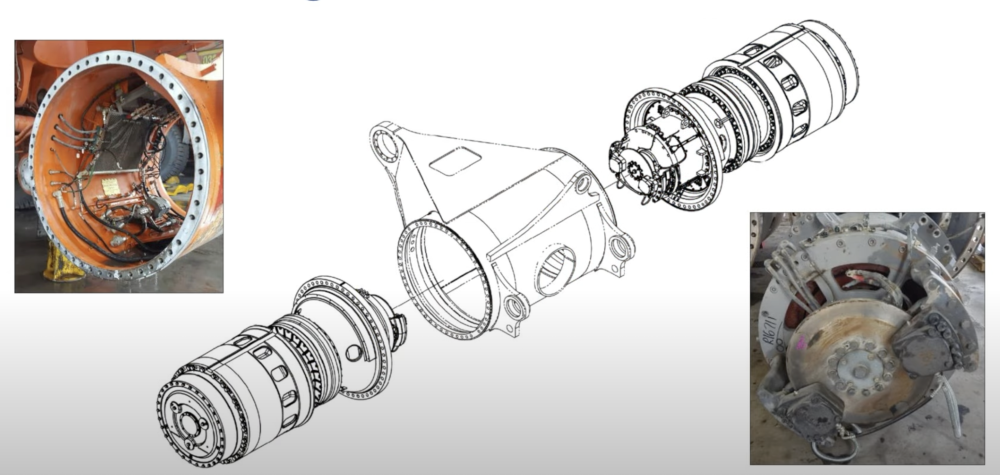
Attention turned back to the park brake. Initial inspections revealed discs and callipers in apparently good condition – no bluing, scouring, or obvious overheating. But when the brake disc was separated from the motor, metal-on-metal wear became evident.
“That was the smoking gun,” Greg said. “We found the park brake piston had failed, causing drag and creating heat far beyond what we expected.”

Metallurgical analysis by Bureau Veritas confirmed the discovery. Under electron microscope, the brake disc displayed spheroidised pearlite – a microstructural change occurring when steel is exposed to temperatures between 700 and 750 degrees Celsius for extended periods.
“In plain English, the brake surface had been cooking for tens of minutes, if not hours,” Greg explained. “That gave us the definitive heat source.”
The failure pathway
The investigation ultimately reconstructed a clear sequence:
-
Seal failure – A park brake piston seal degraded, allowing high-pressure hydraulic oil to leak.
-
Ventilation entrainment – The oil atomised and was sucked into the axle box ventilation stream, coating the electric motor, bell housing, and inside rim of the tyre.
-
Pooling and ignition – As the truck cornered into Ramp 6, pooled oil discharged onto the tyre sidewall. Simultaneously, the dragging brake disc generated extreme heat.
-
Tyre fire – The oil-soaked sidewall ignited, spreading flame across the tyre in just 45 seconds.
-
Machine consumed – The fire overwhelmed suppression efforts, engulfing the hydraulic and diesel tanks, and destroyed the truck.
“It’s a chilling reminder that something as small as a piston seal can bring down a multi-million-dollar asset in under a minute,” Greg said.
Suppression systems: limits exposed
Whitehaven’s EH5000 was fitted with an Ansul Checkfire 210 dual-agent suppression system – powder and foam – installed and maintained to spec. But the system didn’t stop the fire.
“Suppression is designed to buy the operator time to get out safely, not to extinguish a full-scale tyre fire,” Greg emphasised. “And that’s exactly what happened. Our operator exited, unharmed. The truck, we had to walk away from.”
Company procedures explicitly prioritise safety: better to lose a truck than risk personnel injury from tyre explosions. In this case, that policy was tested – and validated.
Lessons learned – and industry-wide implications
Greg’s conclusions carried sharp warnings for other miners:
-
Inspection blind spots: OEM service schedules specify 500-hour checks and pad thickness measurements, but there is no practical way to inspect or monitor seal condition. “The only way to detect seal failure is visual – and by then it may be too late,” he said.
-
Design vulnerability: Seal wear creates an oval elongation in the piston bore, caused by rocking motions when the brake engages on uneven ground. This effect makes eventual leakage inevitable.
-
Preventative strategy: Greg recommends targeted piston inspections every 500 hours, mid-life refurbishment of brakes, and full replacement at 25,000 hours or when bore wear exceeds tolerance.
-
Monitoring potential: Whitehaven’s autonomous haulage program provided a unique advantage – real-time tyre pressure and temperature monitoring. Sensors stayed live for four hours into the fire, delivering invaluable data on tyre deflation and temperature rise.
“Thermography doesn’t cut it. Real-time pressure and temperature monitoring should be where we go as an industry,” Greg argued.
Rethinking tyre fire risk
For most in the mining industry, “tyre fire” is synonymous with “explosion.” Greg urged the audience to reframe the conversation.
“Explosion is the fear, and rightly so,” he said. “But the bigger issue is how fast a tyre can ignite. We watched a 63-inch tyre go from intact to fully burning in 45 seconds. That’s not much time for anyone to react.”
He also reminded peers of the stakes. “It cost us $6 million and a lot of sleepless nights to get this data. The least we can do is make sure others don’t repeat it.”
Final thoughts
Greg’s investigation underscores a truth often overlooked in mining: catastrophic failures don’t always come from complex systems or operator mistakes. Sometimes, they start with a hidden weakness in a single seal.
“The accident was unfortunate,” he concluded. “But to have an accident and not learn from it – that would be unforgivable.”