
Turning up the heat without burning cash as copper drying gets a smart, steamy upgrade

, , , , , , , , , , , , , , , , ,
, , ,
,
A quiet revolution may be underway in the metallurgical processing world, and it starts not with a new orebody, but with the way water is removed from copper concentrate.
At a recent AusIMM Metallurgical Society webinar hosted by Stuart Nicol, Juho Kyllönen, sales manager at Finland-based Kumera Corporation, introduced a new generation of concentrate drying technology that has the potential to reshape both the economics and environmental footprint of base metal processing. The focus: combining proven steam drying systems with an innovative heat recovery dryer (HRD) to significantly boost efficiency, reduce emissions, and even recover water—a key consideration for operations in remote, arid regions.
The Case for Smarter Drying
Concentrate drying is a critical but energy-intensive step in the base metals supply chain. A typical copper concentrate from a flotation plant contains around 10 percent moisture. Removing that moisture before the concentrate enters the smelter is not just a matter of convenience—it has deep implications for energy use, emissions, and smelter performance.
“Even if smelting may be possible with a wet feed, it’s rarely economically viable,” Juho said.
Why? Because evaporating water within the smelting furnace is far more energy-intensive than removing it beforehand. The water must first be evaporated, and the resulting vapor heated all the way to the smelting temperature—typically around 1250°C. In contrast, pre-smelting drying requires only enough energy to bring the water to 100°C and evaporate it. The result: drying prior to smelting requires less than half the energy compared to evaporating the same water within the furnace itself.
In addition to direct energy savings, pre-drying improves smelting efficiency, reduces off-gas volume, limits dusting, and lowers downstream treatment plant load.

Steam Drying as the Baseline
Steam dryers—particularly rotating drum units—have already gained wide adoption in copper smelting operations worldwide. Unlike conventional direct-fired rotary or flash dryers, steam dryers operate via indirect heating, avoiding the need to heat carrier gases. This design reduces energy demand by around 30 percent, according to Juho, and allows for the use of low-carbon or zero-emission heat sources, such as waste heat from smelter operations.
“The steam dryer has effectively replaced conventional dryers in copper operations over the past two decades,” he said.
Steam dryers are particularly well suited to applications where waste heat is already being captured—for instance, through waste heat boilers in copper smelters. In these cases, steam from the boiler is diverted to power the dryer, turning what would otherwise be lost energy into a cost-saving opportunity.
But even this is not the final word in drying efficiency.
Enter the Heat Recovery Dryer
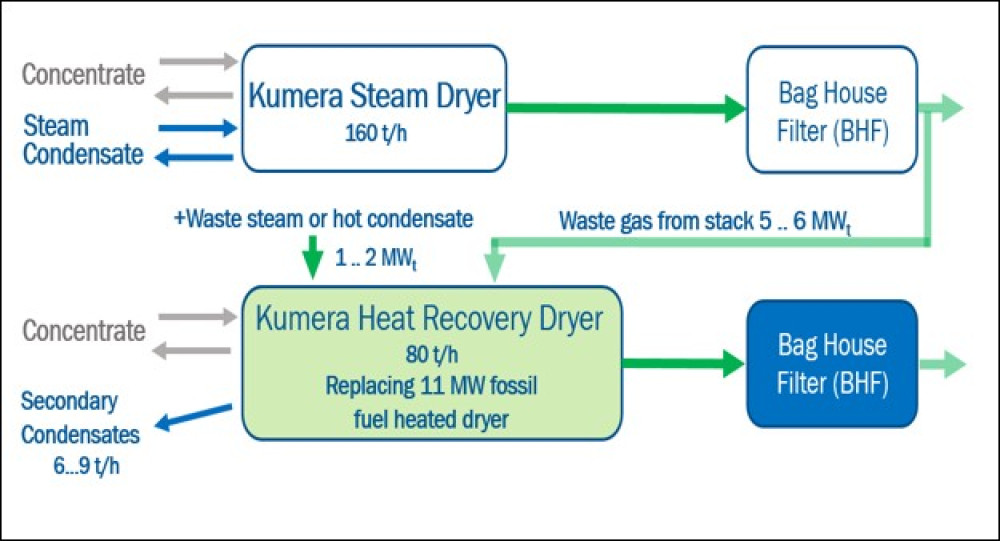
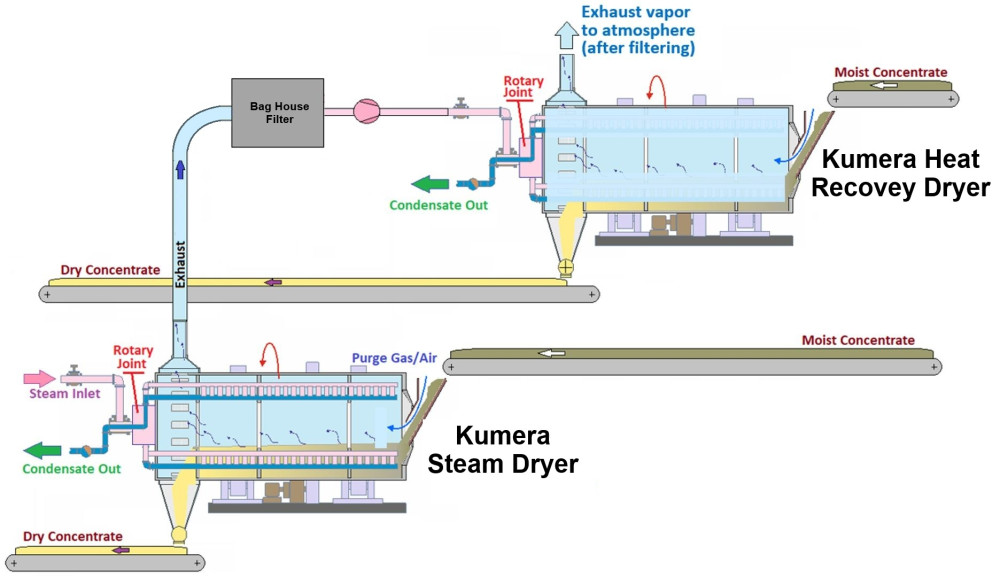
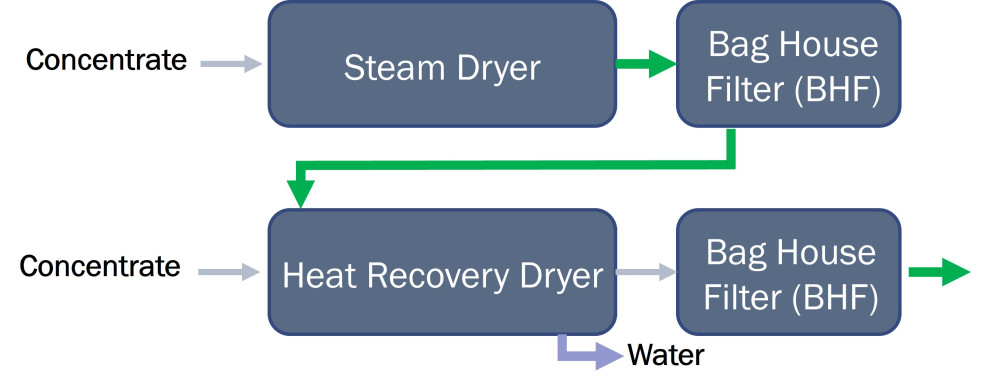
The real innovation highlighted in the webinar is the integration of a heat recovery dryer alongside the steam dryer. The concept is elegant: rather than venting the hot, moisture-laden off-gas from the steam dryer, this gas is routed into a secondary dryer that extracts even more heat—and, critically, condenses and recovers water in the process.
The system recycles latent heat from the evaporated water, pushing drying performance into new territory. According to Kumera’s modelling, when a heat recovery dryer is paired with a steam dryer, the combined system achieves a 30 percent energy reduction per tonne of water removed, compared to steam drying alone.
“This setup can improve production capacity by up to 40 percent without additional steam consumption,” said Juho. “It also enables water recovery, which may be essential in remote or arid areas like Australia or Chile.”
Quantifying the Gains
The implications are significant. Kumera presented a case study comparing an 80 tonnes per hour conventional fuel-fired rotary dryer with a combined steam and heat recovery dryer system. The results were striking:
- Annual fuel savings: Approximately 300,000 GJ, translating to millions of USD in costs
- CO₂ reduction: Over 22,000 tonnes per year
- Production cost improvement: Around 2.5 percent
- Water recovery: Around 60,000 m3 annual freshwater savings
Critically, these results are not theoretical. Kumera has already commissioned its first commercial heat recovery dryer installation and is seeking further deployment opportunities globally.
Real-World Considerations
Several questions from the webinar audience zeroed in on the practicalities of implementation: material wear, fire safety, energy source flexibility, and operability in remote locations.
Juho addressed these concerns head-on. The rotating steam dryers operate gently and use duplex stainless-steel materials to resist abrasion and corrosion. Nitrogen purging systems are available to minimise ignition risk, though he noted that many sites do not find them necessary.
As for steam supply, while the ideal source is waste heat from smelting operations, sites without consistent steam availability can opt for auxiliary boilers. Juho acknowledged this adds complexity and cost, but argued the efficiency gains of steam drying still often outweigh those of conventional fuel-fired systems.
Notably, he suggested that even mine-site concentrate drying—typically seen as less economical—could benefit from the technology in cases where haulage savings or water recovery justifies the capital investment.
The Sustainability Angle
Perhaps most compelling is the broader sustainability story. As the mining and metals sector faces increasing scrutiny over emissions and water use, technologies like the heat recovery dryer offer a pathway to real, measurable reductions.
“Energy efficiency in concentrate drying has a significant impact on both economic and environmental performance,” Juho said. “It should not be overlooked.”
Indeed, the potential for water recovery is particularly relevant in water-stressed jurisdictions, where access to process water is limited or expensive. Condensing water from the drying process and reusing it elsewhere on site could deliver meaningful operational benefits beyond the balance sheet.
What’s Next?
As with any new technology, broader adoption will hinge on proven performance and cost justification. Kumera’s first commercial installation will be watched closely, particularly by operators in Australia, where remote operations, high fuel costs, and water scarcity converge to create strong tailwinds for adoption.
For now, concentrate drying might seem like a back-end process, but innovations like the heat recovery dryer show that even the driest topics can hold game-changing potential.